Das Vakuumformen ist ein weit verbreitetes Fertigungsverfahren, bei dem eine Kunststoffplatte erhitzt wird, bis sie biegsam wird, und anschließend mithilfe von Unterdruck über eine Form gezogen wird. Sobald der Kunststoff abgekühlt und ausgehärtet ist, behält er die Form der Form bei, wodurch ein langlebiges und funktionales Bauteil entsteht.
Dieses Verfahren wird in Branchen wie der Verpackungsindustrie, der Automobilindustrie, der Medizintechnik und der Konsumgüterindustrie häufig eingesetzt, da es die Herstellung detailreicher, hochwertiger Teile bei relativ geringen Werkzeugkosten ermöglicht. Das Vakuumformen eignet sich sowohl für die Prototypenentwicklung als auch für die Serienfertigung. Um jedoch optimale Ergebnisse zu erzielen, sind sorgfältige Konstruktionsüberlegungen unerlässlich, damit das Endprodukt stabil, präzise und optisch ansprechend ist.
Verwenden Sie Entformungsschrägen für eine einfache Entformung
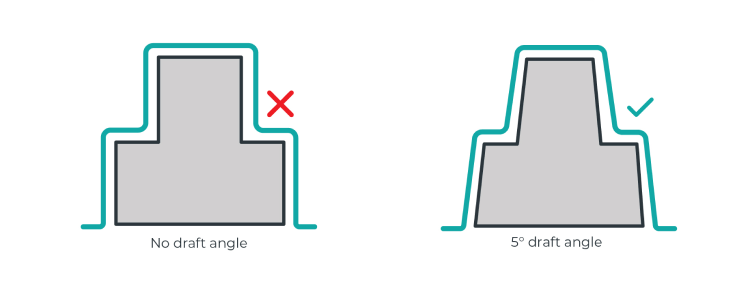
Entformungsschrägen sind ein wesentlicher Bestandteil der Konstruktion bei der Thermoformung. Dabei handelt es sich um leichte Schrägen an senkrechten Wänden, die das Entnehmen des Formteils aus der Form erleichtern. Ohne Entformungsschräge könnte der Kunststoff festkleben, was das Entformen erschwert oder sogar zu einer Beschädigung des Formteils führt.
Die Herstellung von Schablonen mit Entformungsschrägen eignet sich gut für Technologien wie den 3D-Druck oder das CNC-Fräsen. Bei Verfahren wie dem Laserschneiden lassen sich herkömmliche Entformungsschrägen jedoch nicht realisieren. In diesen Fällen können Sie die Schablone mit einer schrägen Fläche entwerfen, die in mehrere kleine Stufen unterteilt ist, anstatt einer durchgehenden senkrechten Wand.
Tipps
- Es wird empfohlen, einen Entformungswinkel von 3 bis 5 Grad zu verwenden, um ein reibungsloses Lösen zu gewährleisten.
- Bei tieferen oder komplexeren Formen kann ein größerer Entformungswinkel erforderlich sein.
Hinterschnitte minimieren
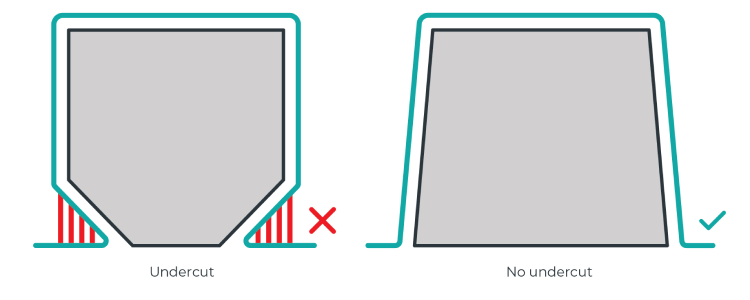
Hinterschneidungen sind Merkmale, die das Entnehmen eines Formteils aus der Form erschweren. Sie können den Formungsprozess komplizieren und erfordern unter Umständen mehrteilige Formen oder zusätzliche Werkzeuge.
Tipps
- Hinterschnitte minimieren oder ganz vermeiden, um einfachere und kostengünstigere Formen zu erhalten.
- Falls Ihr Entwurf Hinterschneidungen erfordert, sollten Sie die Erstellung einer Schablone aus mehreren Schlitzteilen in Betracht ziehen, um das Entformen des Formteils zu erleichtern.
Seitenverhältnis (Breiten-Höhen-Verhältnis)
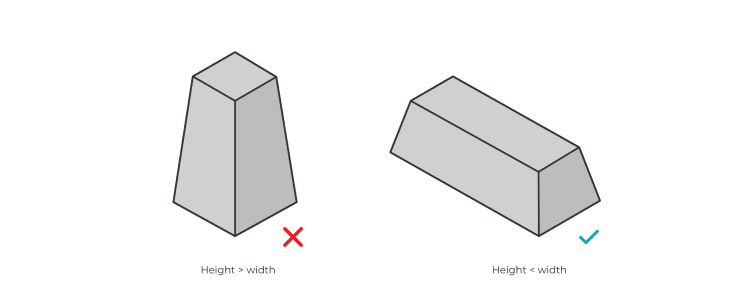
Beim Vakuumformverfahren muss das Verhältnis von Höhe zu Breite (auch als Ziehverhältnis oder Formtiefeverhältnis bezeichnet) sorgfältig gesteuert werden, um die Formqualität zu gewährleisten, Materialrisse oder Verformungen zu vermeiden und das Entformen zu erleichtern.
Tipps
- Die Höhe sollte das Zwei- bis Dreifache der Breite nicht überschreiten, um ein übermäßiges Ausdünnen oder Reißen zu vermeiden.
- Flache Formen (geringe Höhe):
- Am besten geeignet für dickere oder steife Materialien mit minimaler Verformung.
- Geeignet für Anwendungen wie Tabletts, Schilder und ähnliche Produkte.
- Tiefe Formen (größere Höhe):
- Es sind dünnere, dehnbarere Materialien erforderlich, um eine übermäßige Ausdünnung zu vermeiden.
Optimieren Sie die Luftzirkulation mit Lüftungslöchern
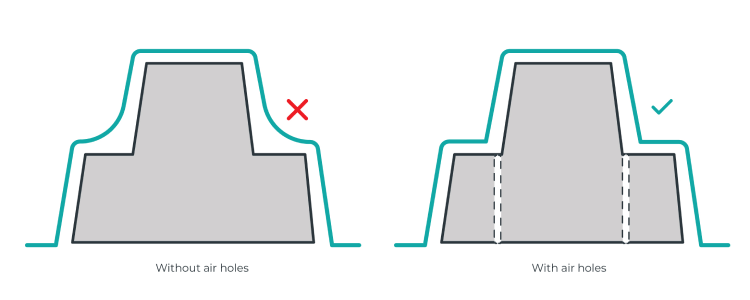
Eine optimale Luftzirkulation durch die Formschablone spielt eine entscheidende Rolle bei der Herstellung hochwertiger, detailreicher Teile. Durch das gezielte Einbringen von Luftlöchern können Sie die Formgenauigkeit verbessern, Luftblasen vermeiden und eine gleichmäßige Kunststoffverteilung während des Formungsprozesses gewährleisten.
Warum sind Belüftungslöcher wichtig?
Beim Vakuumformen kann Luft in Hohlräumen oder scharfen Ecken der Form eingeschlossen werden, was zu Blasen, Verformungen oder unvollständigen Formgebungen führen kann. Durch das Einarbeiten von Entlüftungslöchern kann die eingeschlossene Luft entweichen, sodass sich die Kunststoffplatte gleichmäßig an die Form anschmiegen kann und feine Details präzise wiedergegeben werden.
Tipps
- Achten Sie besonders auf Vertiefungen und scharfe Kanten. Wenn Ihre Form tiefe Vertiefungen, scharfe Absätze oder filigrane Details aufweist, platzieren Sie Entlüftungslöcher in der Nähe von Kanten und Ecken, um den Kunststofffluss effektiv zu lenken.
- Verwenden Sie kleine, unauffällige Löcher. Die Luftlöcher sollten klein genug sein, um auf dem fertigen Teil nicht aufzufallen, aber dennoch die eingeschlossene Luft wirksam entweichen zu lassen. Ein Durchmesser von 0,5 mm ist in der Regel ideal.
- Setzen Sie sie sparsam ein. Zu viele Entlüftungslöcher können die Form schwächen oder unerwünschte Abdrücke auf dem Endprodukt verursachen. Konzentrieren Sie sich stattdessen auf eine strategische Platzierung in der Nähe von Problemstellen.
Empfohlene Luftlochgrößen für verschiedene Fertigungsverfahren
| Herstellungsverfahren |
Empfohlene Größe und Form der Luftlöcher |
| SLA-3D-Druck |
Luftloch mit 0,5 mm Durchmesser und konischer Form |
| FDM-3D-Druck |
Mindestens 0,5 mm Durchmesser, bei Bedarf auch größer, je nach Druckauflösung |
| SLS-3D-Druck |
Es sind keine Belüftungslöcher erforderlich (das Material ist von Natur aus porös) |
Hohlraumtiefe in Ihrer Formvorlage
Wenn eine Kunststoffplatte zu einer 3D-Form geformt wird, vergrößert sich ihre Oberfläche, während ihre Dicke abnimmt. Je nach Formvorlage kommt es jedoch zu unterschiedlichen Ausmaß an Ausdünnung der Platte. Wenn eine Formvorlage beispielsweise die Oberfläche der Kunststoffplatte verdoppelt, verringert sich ihre durchschnittliche Dicke um die Hälfte. Es ist außerdem wichtig zu beachten, dass die Dicke selten über das gesamte Bauteil hinweg gleichmäßig ist, was bedeutet, dass einige Bereiche am Ende dicker sein können als andere.
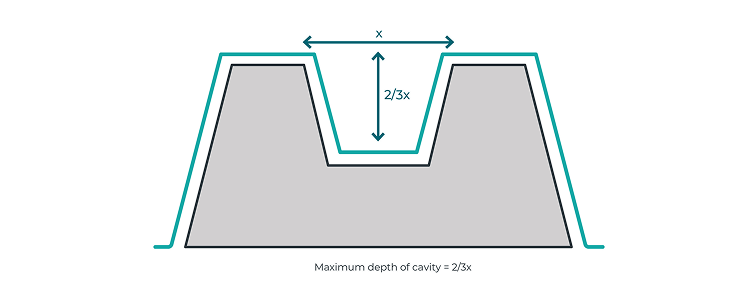
Das Blechausdünnungsverhältnis ist besonders wichtig, wenn die Form einen Hohlraum aufweist. In solchen Fällen sollte die Tiefe des Hohlraums nicht mehr als zwei Drittel der Breite seiner Oberflächenöffnung betragen. Wird dieses Verhältnis überschritten, steigt das Risiko, dass ein Bauteil mit zu dünnen Oberflächen entsteht, was dessen Qualität beeinträchtigen kann.
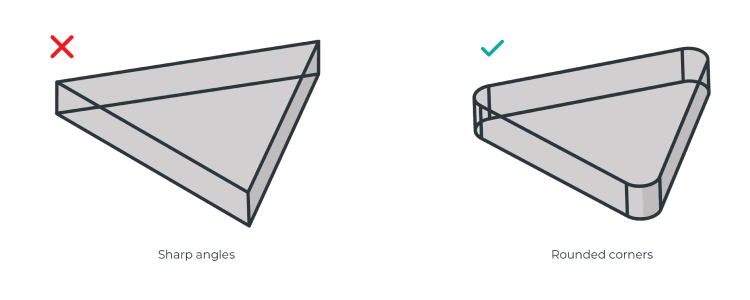
Vermeiden Sie scharfe Kanten
Das Vakuumformen eignet sich nicht immer ideal für Schablonen mit scharfen Winkeln, insbesondere solchen unter 90°. Scharfe vertikale Ecken in Verbindung mit begrenzten Entformungswinkeln erhöhen die Wahrscheinlichkeit, dass die Kunststoffplatte während des Formvorgangs reißt oder sich wellt. Um dies zu verhindern und die Qualität des Bauteils zu verbessern, sollten Sie sicherstellen, dass alle Ecken und Kanten der Schablone abgerundet sind.
Tipps
- Scharfe Kanten können zu übermäßiger Dehnung und Spannungskonzentrationen führen, was wiederum Risse zur Folge haben kann.
- Empfohlener Eckenradius (R) von mindestens 3–5 mm, je nach Material.
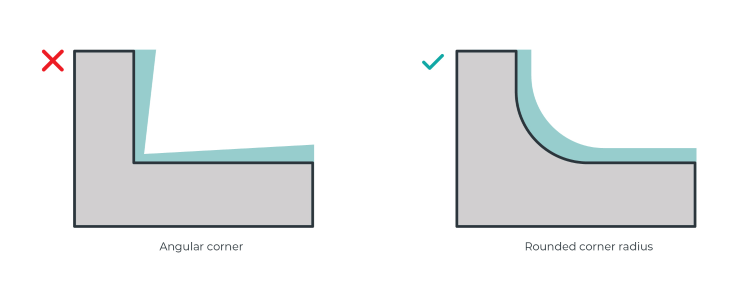
Eckenradius und Materialfluss
Beim Vakuumformen passt sich das erhitzte Plattenmaterial nach und nach der Schablone an und kühlt schließlich ab, wobei es an Ort und Stelle aushärtet. An den Ecken neigt das Material dazu, dünner zu werden.
Um eine gleichmäßige Wandstärke zu gewährleisten und die strukturelle Festigkeit des Bauteils zu verbessern, ist es wichtig, die Ecken und Kanten abzurunden. Ein abgerundeter Eckenradius sorgt für einen gleichmäßigen Materialfluss und verringert so das Risiko, dass im fertigen Bauteil Schwachstellen oder Unebenheiten entstehen.
Die Oberflächenstruktur der Schablone
Thermogeformte Teile können die Oberflächenstruktur der Vorlage nachbilden, auch wenn diese nicht auf den ersten Blick erkennbar ist. Dies ist ein wichtiger Aspekt, der bereits in der Entwurfsphase berücksichtigt werden sollte. Wenn Sie eine glatte Oberfläche anstreben, müssen Sie Ihre Vorlage möglicherweise nachbearbeiten, um das gewünschte Finish zu erzielen.
Der Umfang der erforderlichen Nachbearbeitung hängt von der verwendeten Technologie zur Herstellung der Schablonen ab. So führt beispielsweise der 3D-Druck mit Filament (Fused Deposition Modeling) in der Regel zu deutlicheren Schichtlinien als bei Schablonen, die mittels 3D-Druck mit Resin (Stereolithografie) hergestellt werden.
Platzierung der Schablone und Vermeidung von Faltenbildung
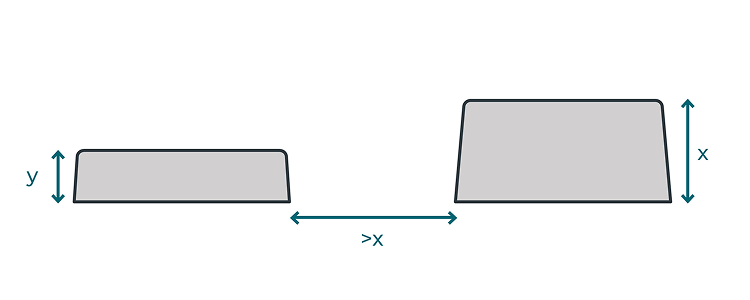
Wenn mehrere Schablonen oder Designelemente dicht beieinander platziert werden, kann es beim Vakuumformverfahren zu Faltenbildung kommen. Um dies zu vermeiden, ist es wichtig, einen Abstand einzuhalten, der größer ist als die Höhe des höchsten Elements in Ihrer Schablone.
Diese Richtlinie ist besonders wichtig bei männlichen Formen, bei denen Stege das Endprodukt negativ beeinflussen können. Bei weiblichen Formen hat das Vorhandensein von Stegen hingegen geringere Auswirkungen, da diese auf der Innenseite liegen und somit keinen Einfluss auf das Endprodukt haben.
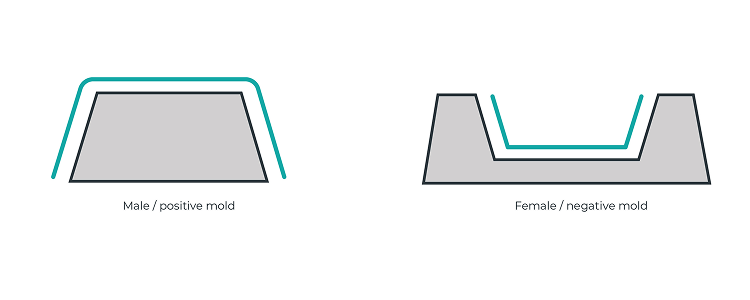
Männliche vs. weibliche Vorlagen
Beim Druckformen werden je nach Art des herzustellenden Teils männliche oder weibliche Formteile verwendet. Die Seite des Materials, die mit der Werkzeugfläche in Kontakt kommt, weist die größte Maßhaltigkeit auf; daher ist es wichtig, das Teil anhand der Materialseite zu definieren, die mit dem Formteil in Berührung kommt.
- Männliche Schablonen weisen positive oder konvexe Formen auf.
- Weibliche Schablonen weisen negative oder konkave Formen auf.
Auslegung unter Berücksichtigung der Schrumpfung
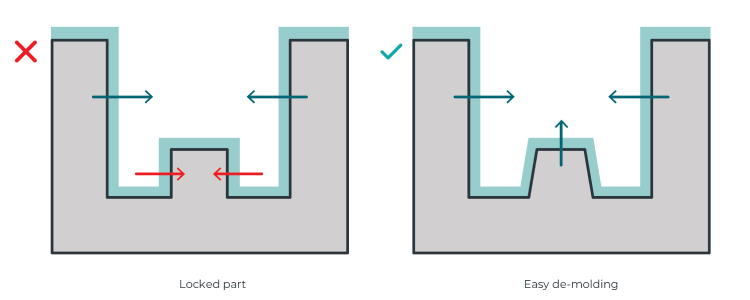
Während des Abkühlvorgangs können sich Kanten lösen, während innere Teile jedoch eingeklemmt werden können. Um dies zu verhindern, sollten Sie an allen Konstruktionsmerkmalen, bei denen die Gefahr besteht, dass sie sich beim Abkühlen verklemmen, Entformungsschrägen vorsehen.
Die folgende Abbildung veranschaulicht die Schrumpfrichtung während des Abkühlens: Die grün markierten Bereiche geben nach, während die rot markierten Bereiche Gefahr laufen, festgeklemmt zu werden.
Die Wahl der richtigen Vakuumformmaschine für Ihr Projekt
Nachdem Sie nun wissen, wie man gute Formen entwirft, ist die Auswahl der richtigen Vakuumformmaschine der nächste Schritt, um hochwertige Ergebnisse zu erzielen.
MY YARD bietet komplette All-in-One-Tisch-Vakuumformmaschinen an, die sowohl für Anfänger als auch für Profis geeignet sind. Jede MY YARD-Vakuumformmaschine verfügt über eine integrierte Vakuumpumpe, sodass keine externe Pumpe oder kein externer Staubsauger erforderlich ist. Dank ihrer hochwertigen Heizelemente erwärmen die MY YARD-Vakuumformmaschinen die Materialplatten schnell und gleichmäßig.
Ganz gleich, ob Sie noch keine Erfahrung mit dem Vakuumformen haben oder sich gerade erst einarbeiten – die Vakuumformmaschinen von MY YARD erleichtern Ihnen die Arbeit dank ihrer benutzerfreundlichen Oberfläche und der integrierten Materialdatenbank. So finden Sie für jedes Projekt stets die richtigen Formeinstellungen.
Dieser Artikel wurde ursprünglich auf myyardtech.eu veröffentlicht.